




What is a Warehouse Racking Mezzanine Floor?
A warehouse racking mezzanine floor is a bolted steel platform installed within an existing warehouse to create one to four additional working or storage levels above the ground floor. By transforming unused vertical height into productive space, it can increase usable floor area by up to 200-400% within the same building footprint, helping businesses expand storage, picking, packing, and operational capacity without costly relocation or structural building expansion.
Key facts at a glance:
- Warehouse Type: Suitable for warehouses with available vertical clearance and a need to separate storage, picking, packing, office, or light working areas.
- Space Requirement: Commonly applied in facilities where the existing floor area is limited but the building height allows for additional usable levels.
- Structural Configuration: Designed as a steel-framed raised platform, typically supported by columns, beams, floor decking, stairs, handrails, and loading gates.
- Application Areas: Often used for spare parts storage, e-commerce fulfilment, retail inventory, light manufacturing, packing stations, and warehouse office areas.
- Operational Setup: Requires clear planning of access points, goods movement, forklift routes, loading zones, safety barriers, and workflow between ground and upper levels.
Functionally, the platform provides a highly stable and secure environment, engineered to support both static stock loads and dynamic daily workflows safely. It represents the ultimate strategy for Australian businesses looking to unlock hidden warehouse capacity while maintaining structural safety and financial efficiency.

Read more: Selective Pallet Racking Systems
Structural Pallet Racking Mezzanine Floor
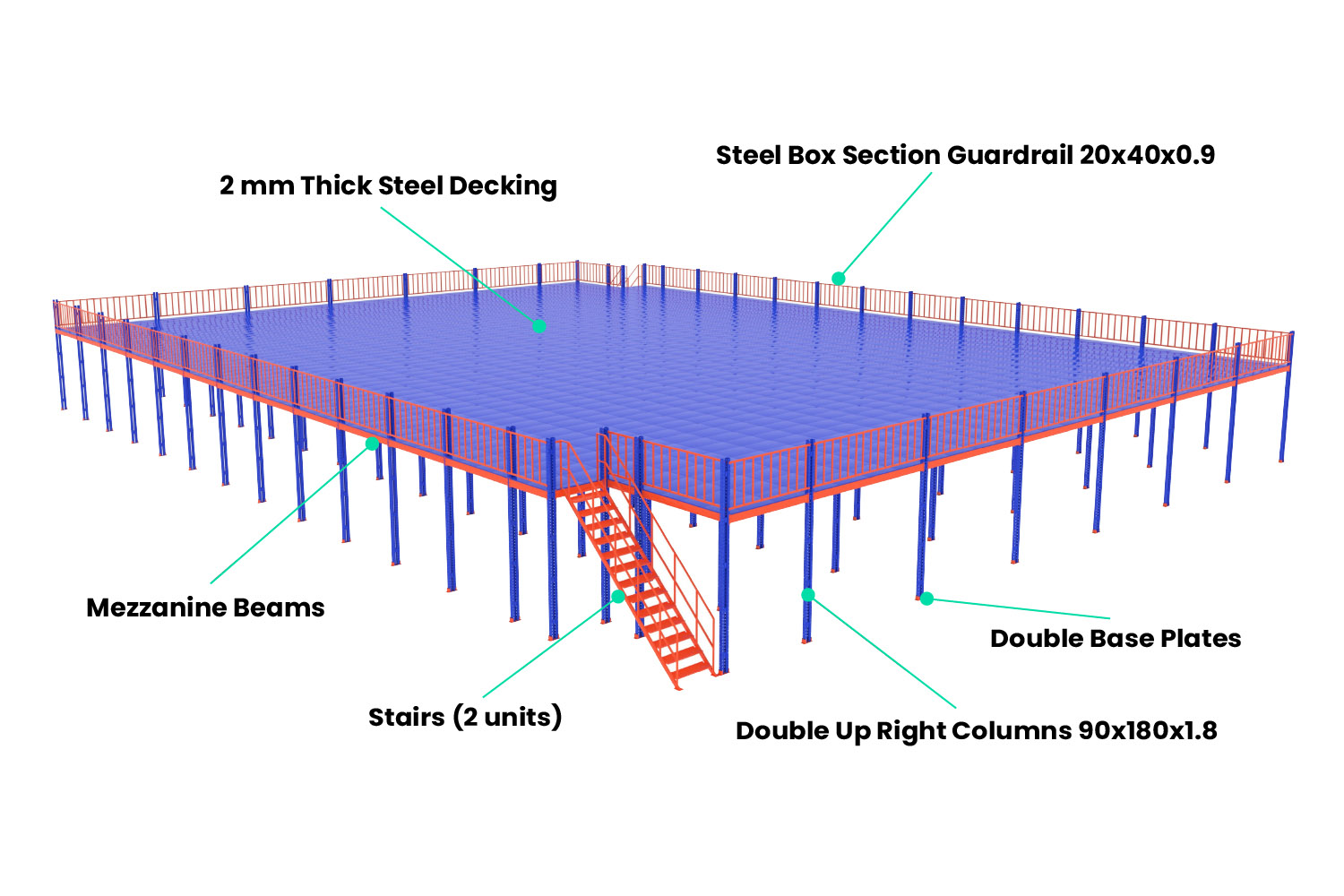
The engineered layout below illustrates the primary structural components and precise technical specifications of a standard Vinatech industrial mezzanine platform:
- Double Upright Column: Acts as the main vertical support column with a 90x180x1.8 mm profile to carry the load of the entire platform system.
- Mezzanine Beam: Features a grid of primary and secondary beams connected horizontally to support the floor and distribute weight evenly.
- Double Base Plate: Anchors the upright securely to the concrete floor, increasing overall stability and load-bearing safety.
- Steel Decking: Uses a 2mm thick steel floor plate to provide an impact-resistant, high-durability workspace surface.
- Stairs: Provides an engineered steel access walkway for personnel to move safely between storage levels.
- Steel Guardrail: Features a 20x40x0.9 mm steel box section barrier around the perimeter to prevent stock falls and ensure operator safety.
Vinatech Mezzanine Floor Technical Specifications
Below are the key technical specifications of Vinatech’s Warehouse Racking Mezzanine Floor system:
| Technical Specification | Vinatech Mezzanine Floor detail |
|---|---|
| Product group | Heavy-duty racking |
| Maximum load | 500 kg/m² |
| Material | High-grade steel with strong load-bearing capacity, powder-coated or galvanised |
| Maximum height | 8m (supporting up to 4 floor tiers) |
| Decking options | 2mm thick steel decking, industrial MDF, or steel grating |
| Compliance | AS 4084:2023 (Australian Standard for Steel Storage Racking), AS/NZS 1170 |
For projects in Australia, final specifications should be confirmed through an on-site warehouse assessment. Key factors include floor load capacity, clear ceiling height, sprinkler and fire system coverage, load signage, and strict AS 4084 compliance requirements.
Benefits of a Warehouse Mezzanine Floor
A Warehouse Racking Mezzanine Floor delivers measurable operational and financial returns, making it the default expansion solution for 3PLs, manufacturers, and retailers across Australia.
Quantifiable benefits include:
- Flexible modular structure: Fully bolted construction allows the system to be expanded, relocated, or reconfigured as warehouse operations change.
- Efficient use of vertical space: Creates additional storage and operational levels within the same warehouse footprint without requiring building expansion.
- Faster project implementation: Compared with new warehouse construction, mezzanine systems can be manufactured and installed within a much shorter timeframe.
- Improved warehouse workflow: Separating picking, packing, storage, and office areas across multiple levels helps reduce congestion and optimise operational flow.
- Long-term investment value: The reusable steel structure helps businesses protect capital investment, especially in leased warehouse facilities.
- Compatible with multiple warehouse applications: Suitable for logistics centres, manufacturing warehouses, e-commerce fulfilment, FMCG storage, and cold storage operations.
The largest operational gain delivered by this system is throughput efficiency. Splitting heavy bulk pallet storage from high-frequency small-parts picking across different levels significantly optimises warehouse traffic and operator travel paths. By minimising unproductive walking times and consolidating SKU accessibility, facilities can directly lower their labor cost per order, substantially accelerating the overall payback period of the mezzanine investment.

Suggested Applications for Racking Mezzanine Floor in Warehouses
Logistics and 3PL Distribution Centres
Racking mezzanine systems are widely used in logistics and 3PL distribution centres because they help maximise warehouse space while improving operational efficiency. By separating warehouse activities across multiple levels, businesses can create dedicated zones for pallet racking, order picking, kitting, packing, and labelling.
The upper mezzanine level is often used for small-item picking and value-added services, while the ground floor remains available for high-volume pallet movement and forklift operations. This layout helps improve workflow, reduce congestion, and increase storage capacity without expanding the warehouse footprint.

Manufacturing Warehouses
Commonly used by automotive parts and electronics plants to separate raw material staging from work-in-progress buffers. Multi-tier setups allow components to feed assembly lines below quickly via vertical lifts or gravity chutes.

E-commerce Fulfilment Centres
Mezzanine floor systems are highly suitable for e-commerce fulfilment centres handling a large number of SKUs and high-frequency picking operations. Online retailers often install shelving systems, carton flow racks, or picking stations on mezzanine levels to create efficient pick-pack-ship workflows.

FMCG and Cold Storage Warehouses
FMCG distributors and cold storage facilities frequently use mezzanine racking systems to maximise storage density while maintaining efficient inventory flow. Slow-moving or reserve stock can be stored on upper levels, freeing valuable ground-floor space for high-turnover inventory and forklift traffic. In temperature-controlled environments, galvanised mezzanine systems offer strong durability and corrosion resistance, making them suitable for freezer and cold room applications. Vinatech also provides heavy-duty mezzanine solutions designed to operate reliably in low-temperature environments down to -25°C, supporting food, beverage, pharmaceutical, and cold-chain logistics operations across Australia.

Read more: Pallet Flow Racking Systems
Why Choose Vinatech for Your Warehouse Racking Mezzanine Floor
Vinatech operates as a vertically integrated manufacturer with engineering and installation capacity across Australia. For Warehouse Racking Mezzanine Floor projects in the Australian market, the company delivers:
- Direct manufacturer supply-steel is rolled, cut and powder-coated in-house, removing distributor margins and shortening lead time to 4-6 weeks for standard configurations
- Custom warehouse racking design engineered around your slab condition, SKU profile, MHE fleet, and throughput targets
- Free on-site warehouse survey and 3D design, including CAD drawings, load calculations and ROI modelling before any commercial commitment
- System planning aligned with AS 4084:2023, with full documentation for WHS audit and insurance compliance
- Nationwide installation support covering NSW, VIC, QLD, SA, WA and Tasmania, with certified installation crews and project management to site handover
- Long-term warranty and maintenance options, including annual rack inspection reports under AS 4084 Section 9 and replacement-part guarantees
- Solutions for ambient warehouses, cool rooms and cold storage facilities, with galvanised or coated steel rated for low-temperature and high-humidity environments
The combination of manufacturer pricing, in-house engineering, and Australian standards compliance typically delivers a 10-20% total project cost reduction versus pure-installer competitors, with engineering accountability held by a single party from design through commissioning.
Our engineering team will assess your facility, model the expected throughput improvement, and provide a cost proposal aligned with AS 4084:2023 within 5-7 business days.
Vinatech Australia: Industrial Warehouse Racking – Warehouse Shelving Solutions
- Website: https://vinatech.com.au/
- Phone number: 0406 916 355
- Email: info@vinatech.com.au
- Address: 34 Paramount Bvd, Cranbourne West VIC 3977, Australia

FAQ about Warehouse Racking Mezzanine
A racking mezzanine is a raised storage platform built using pallet racking as the structural support, while a structural mezzanine is typically a standalone steel platform. Racking mezzanines are more cost-effective and flexible for warehouse storage.
A racking mezzanine utilises vertical space by adding additional storage levels above existing floor space, allowing businesses to significantly increase capacity without expanding the building footprint.
Yes, Vinatech Racking Mezzanine systems are designed to comply with AS4084:2023 and the Building Code of Australia, ensuring structural safety and regulatory compliance.
Load capacity varies depending on design and application, but heavy-duty mezzanine floors are typically engineered to support loads ranging from 2.5 kPa to over 10 kPa.
In most cases, a building permit is required as mezzanine floors are considered structural additions. Approval requirements vary depending on local council regulations.
Common flooring options include particle board, plywood, steel grating, and perforated steel panels, each selected based on load requirements and operational needs.
Yes, racking mezzanines can be customised to integrate with existing pallet racking systems, allowing seamless expansion of storage capacity.
Standard safety features include handrails, staircases, kickboards, pallet gates, and safety barriers to ensure compliance with workplace safety standards.
Installation time depends on system size and complexity, typically ranging from a few days to several weeks for multi-tier structures.
Yes, mezzanine installations must comply with minimum head clearance and building height regulations to ensure safe operation and accessibility.
Yes, pallet gates, goods lifts, and conveyors are commonly used to safely move stock between different mezzanine levels.
Yes, racking mezzanine systems are modular and can be dismantled and relocated, making them a flexible long-term storage solution.
Adding a mezzanine may require adjustments to lighting and fire sprinkler systems to ensure adequate coverage and compliance with safety regulations.
Racking mezzanines are ideal for e-commerce, logistics, manufacturing, retail storage, and spare parts warehousing where vertical space can be utilised.
Costs vary depending on design, materials, and load requirements, but heavy-duty mezzanine systems are typically priced per square metre based on complexity and specifications.










Reviews
There are no reviews yet.